현장DATA
현장DATA
3. MIG 용접
1. Al 합금 MIG용접법의 분류
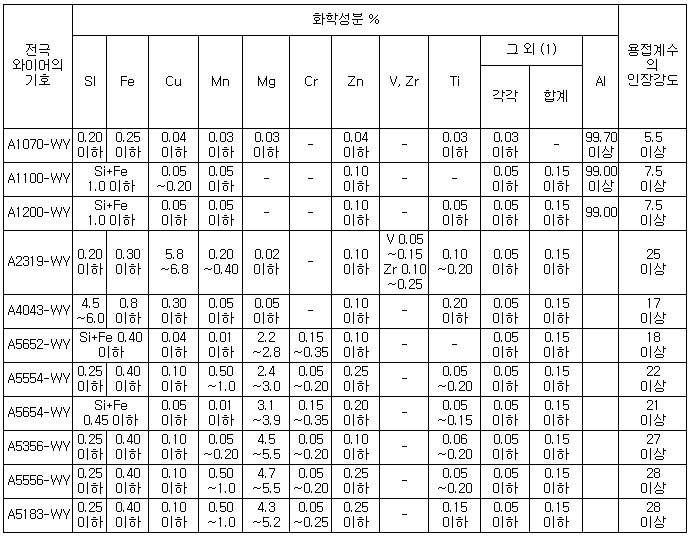
2. Al 와이어 규격(JIS Z3232-1979)
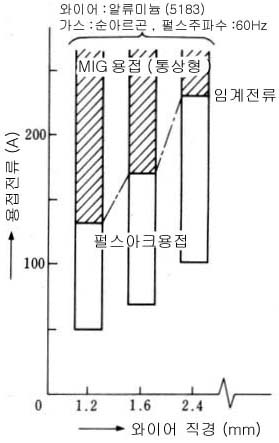
3. 용접가능조건 범위
4. 좁은 직경 와이어의 용융속도와 사용 전류 범위

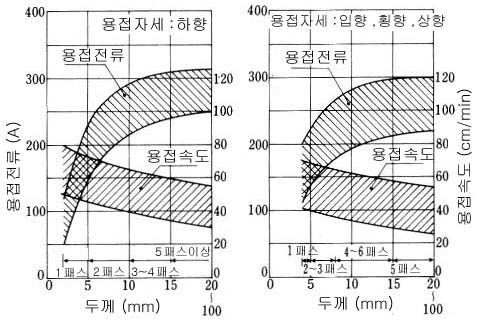
5. 반자동 MIG 용접조건의 범위
6. Al 모재와 와이어의 조합 선정 매뉴얼
7. 대전류 MIG 용접조건 범위
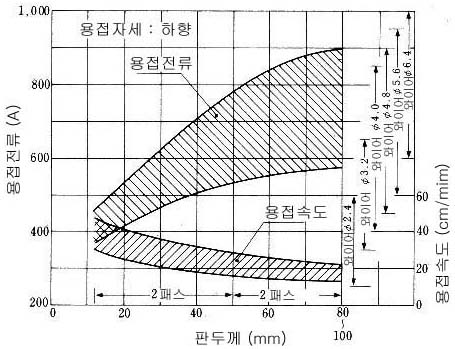
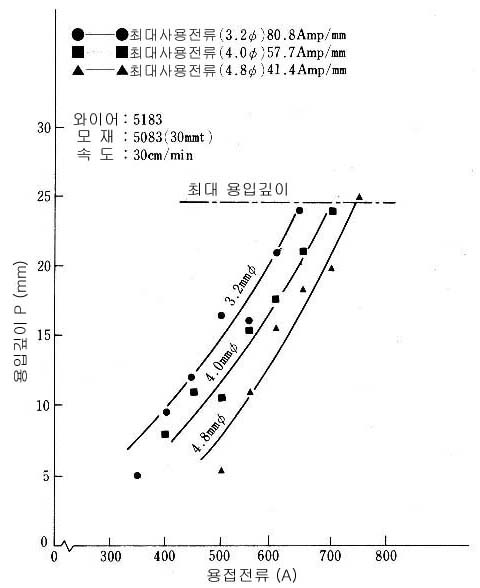
8. 대전류 MIG 용접전류와 용입
- Al 합금 MIG용접법의 분류
- Al 와이어 규격(JIS3233-1979)
- 용접가능조건 범위
- 좁은 직경 와이어의 용융속도와 사용 전류 범위
- 반자동 MIG 용접조건의 범위
- Al 모재와 와이어의 조합 선정 매뉴얼
- 대전류 MIG 용접조건 범위
- 대전류 MIG 용접전류와 용입
1. Al 합금 MIG용접법의 분류
| 용접 방법 | 특 징 | ||
| MIG | 대전류 MIG | - 고전류(400~1000)의 사용이 가능하고 용입이 깊고, 용착량이 크다.
- 후판을 적은 패스로 용접가능하다. - 통상, 전자동으로 긴 물건의 용접에 사용한다. - 용접 불량률이 적다 - 비틀림 발생이 적다 - 용접장치(전원, 토치 등)의 가격이 비싸다. - 용접풀이 크게 하기 위해 현재 하향자세로 한정되어 있다. |
|
| 콘벤셔널 MIG 법 |
- 교류 TIG에 비해 용입이 깊고 용착량이 크다. - 자동주행 장치를 병용하므로, 후판까지의 전자세 자동용접이 가능하다. - 반자동에서도 토치 조작이 간편해 복잡한 형상의 물건이나 짧은 물건 용접이 가능하다 |
||
| 펄스 MIG 법 | - 펄스 전류의 사용으로 저전류에서도 안정한 용적이행이 가능하다. - 박판의 용접에 적용된다. |
||
2. Al 와이어 규격(JIS Z3232-1979)
3. 용접가능조건 범위
4. 좁은 직경 와이어의 용융속도와 사용 전류 범위
5. 반자동 MIG 용접조건의 범위
6. Al 모재와 와이어의 조합 선정 매뉴얼
| 모 재 | 주 물 | A7N01 | A6061 A6063 A6101 A6051 |
AA 54565) |
AA 54545) |
A5154 | A5056 | A5083 | A5052 | A5005 | A1200 A3203 |
A1100 A3003 |
A1070 | ||
| AC 7C |
AC 7A |
||||||||||||||
| A1070 | 4043 | 53562) | 4043 | 4043 | 53562) | 53563)2) | 53562)3) | 53562)3) | 53562) | 4043 | 11002) | 12002) | 11002) | 1070 | |
| A1100, 3003 |
4043 | 53562) | 4043 | 4043 | 53562) | 40433) | 40433) | 53562)3) | 53562) | 40433) | 40433) | 11002) | 11002) | ||
| A1200, A3203 |
4043 | 53562) | 4043 | 4043 | 53562) | 40433) | 40433) | 53562)3) | 53562) | 40433) | 40433) | 12002) | |||
| A5005 | 4043 | 53563) | 53563) | 40431) | 53563) | 53562)3) | 53562)3) | 53562)3) | 53563) | 40433) | 40434) | ||||
| A5052 | 40433) | 53563) | 53563) | 53561)2) | 53563) | 53561)2) | 53561) | 53563) | 53563) | 53561)2) | |||||
| A5083 | 53562)3) | 53563) | 51833) | 53563) | 51833) | 53563) | 53563) | 53563) | 51833) | ||||||
| A5056 | 53562)3) | 53563) | 53563) | 53563) | 53563) | 53563) | 53563) | 53563) | |||||||
| A5154 | 40433) | 53561) | 53561) | 53561)2) | 53561) | 53561) | 53561) | ||||||||
| AA54545) | 40431) | 53563) | 53561) | 53561)2) | 53563) | 55542)3) | |||||||||
| AA54565) | 53562)3) | 53563) | 5556 | 53563) | 53563) | * 주 1) 5154, 5183, 5356, 5554, 5556 은 사용해도 좋다. 이것들은 양극산화처리 피막 설치 후의 변색방지, 용접금속의 연성, 강도를 특히 필요로 할 때 또는 그 목적에 따라 선택된다. 역시 5554는 저온, 고온, 넓은 범위에 사용가능한 용가재이다. 2) 경우에 따라 4043을 써도 좋다. 3) 5356,5183 또는 5556을 사용해도 좋다. 4) 모재와 같은 화학성분이 있는 용가재를 써도 좋다. 5) 미국규격에 따른 것으로, JIS에는 규정되어 있지 않다. |
|||||||||
| A6061, 6101 A6063, 6151 |
40433) | 53562) | 53561)2) | 40431) | |||||||||||
| A 7 N 01 | 40433) | 53563) | 53563) | ||||||||||||
| 주 물 |
AC 7 A | 40433) | 53561) | ||||||||||||
| AC 4 C | 40434) | ||||||||||||||
7. 대전류 MIG 용접조건 범위
8. 대전류 MIG 용접전류와 용입
웰드넷의 허락없이 본 내용의 무단전재를 금합니다. http://www.weldnet.co.kr
오늘 : 252
누적 : 1,685,979